Eagle:PCB-GCODEで作成した基板外形切断のGCODEは完全に切断するので基板は両面テープ等でズレない様に固定する必要がある。
固定していないと切り離された基板が自由に動き、切断ツールを破損させる。
FlatCAMでは一部を残して切断するのでその必要はないがPCB-GCODEにその機能があるのか不明なのでGCODEを書き換えて試してみる。
G21 G90 G0 Z10.000000 G0 X0.000000 Y0.000000 M3 G4 P0 G0 Z1.000000 G0 X-1.270000 Y1.270000 右下に移動 G1 Z-0.300000 F100 深さ0.3mm G1 X-1.270000 Y49.530000 右上に切削しながら移動 G1 X-91.440000 Y49.530000 左上に切削しながら移動 G1 X-91.440000 Y1.270000 左下に切削しながら移動 G1 X-1.270000 Y1.270000 右下に切削しながら移動 G0 Z1.000000 ツールを基板上に1mm上げる G1 Z-0.600000 F100 深さを0.6mmにして同じ動きを繰り返す G1 X-1.270000 Y49.530000 F100 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y1.270000 G1 X-1.270000 Y1.270000 G0 Z1.000000 G1 Z-0.900000 F100 深さを0.9mmにして同じ動きを繰り返す G1 X-1.270000 Y49.530000 F100 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y1.270000 G1 X-1.270000 Y1.270000 G0 Z1.000000 G1 Z-1.200000 F100 深さを1.2mmにして同じ動きを繰り返す G1 X-1.270000 Y49.530000 F100 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y1.270000 G1 X-1.270000 Y1.270000 G0 Z1.000000 G1 Z-1.500000 F100 深さを1.5mmにして同じ動きを繰り返す G1 X-1.270000 Y49.530000 F100 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y1.270000 G1 X-1.270000 Y1.270000 G0 Z1.000000 G1 Z-1.800000 F100 深さを1.8mmにして同じ動きを繰り返す G1 X-1.270000 Y49.530000 F100 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y1.270000 G1 X-1.270000 Y1.270000 G0 Z10.000000 M4 G0 X0 Y0
オリジナルのGCODEから切削移動に関わる個所を修正する。
基板の四隅の座標は
X-1.270000 Y49.530000
X-91.440000 Y49.530000
X-91.440000 Y1.270000
X-1.270000 Y1.270000
Xの中心は(91.44-1.27)/2=45.085
Yの中心は(49.53-1.27)/2=24.130
切断ツールの半径は0.5mm
切断残し部分を1mmとすると
X軸の切断範囲 -1.270~-44.085 -46.085~-91.440
Y軸の切断範囲 1.270~ 23.130 25.130~ 49.530
G0 Z1.000000 F100 G1 X-43.085000 Y1.270000 G1 Z-1.200000 G1 X-1.270000 Y1.270000 G1 X-1.270000 Y23.130000 G0 Z1.000000 G1 X-1.270000 Y25.130000 G1 Z-1.200000 G1 X-1.270000 Y49.530000 G1 X-43.08500 Y49.530000 G0 Z1.000000 G1 X-45.08500 Y49.530000 G1 Z-1.200000 G1 X-91.440000 Y49.530000 G1 X-91.440000 Y24.130000 G0 Z1.000000 G1 X-91.440000 Y22.130000 G1 Z-1.200000 G1 X-91.440000 Y1.270000 G1 X-45.085000 Y1.270000 G0 Z1.000000
これが1周の切削内容で、1回当たり0.3mmを削るので1.6mmの基板なら6周する。
全周に同じ切削をしても良いし、3周目までは全周切削で、残りの3周を切り残しをするようにしても良い。
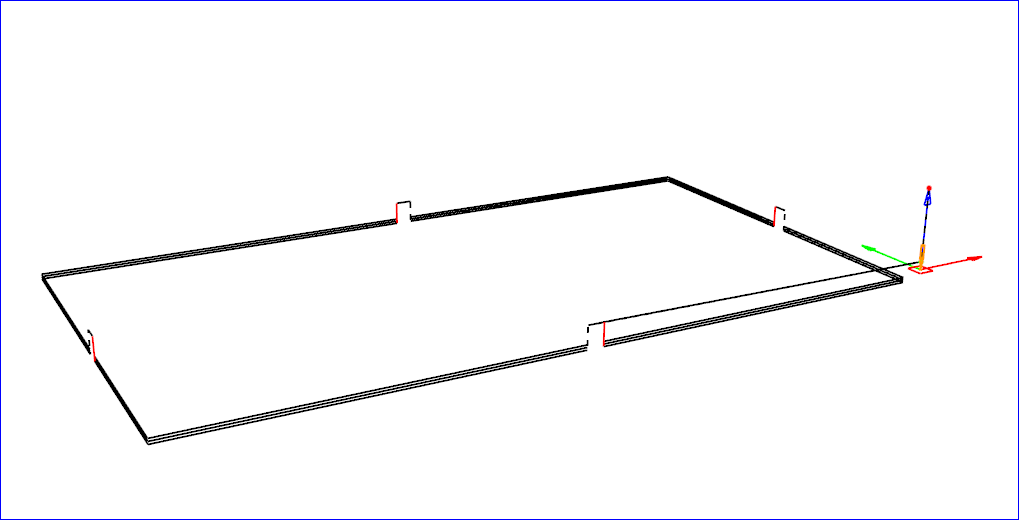
切削残りが広く見えるが実際は1mmしか残していないので切削処理後に切り離すことは可能。
手動では面倒なので、なんとか自動でできる方法を模索中。