

基板の平面度測定
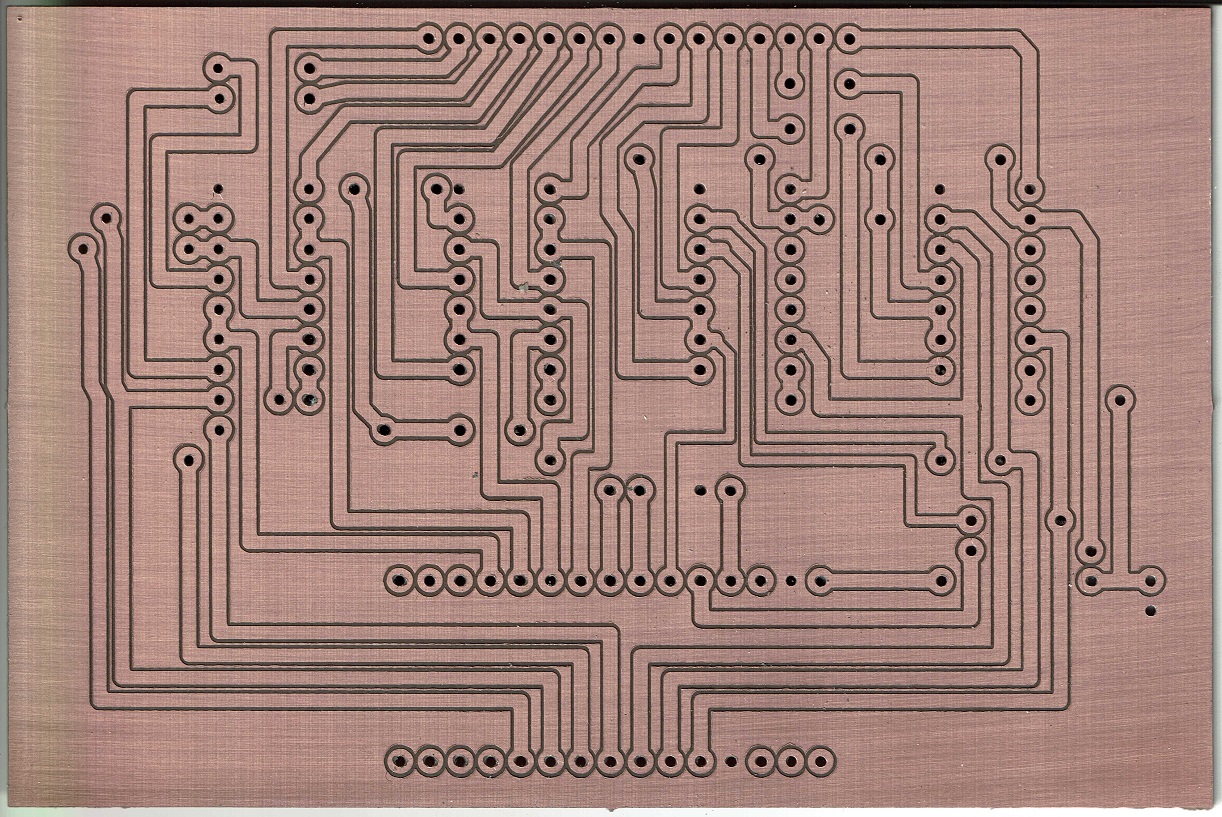
Candleにパターンデータ (*.nc) を読み込ませる。
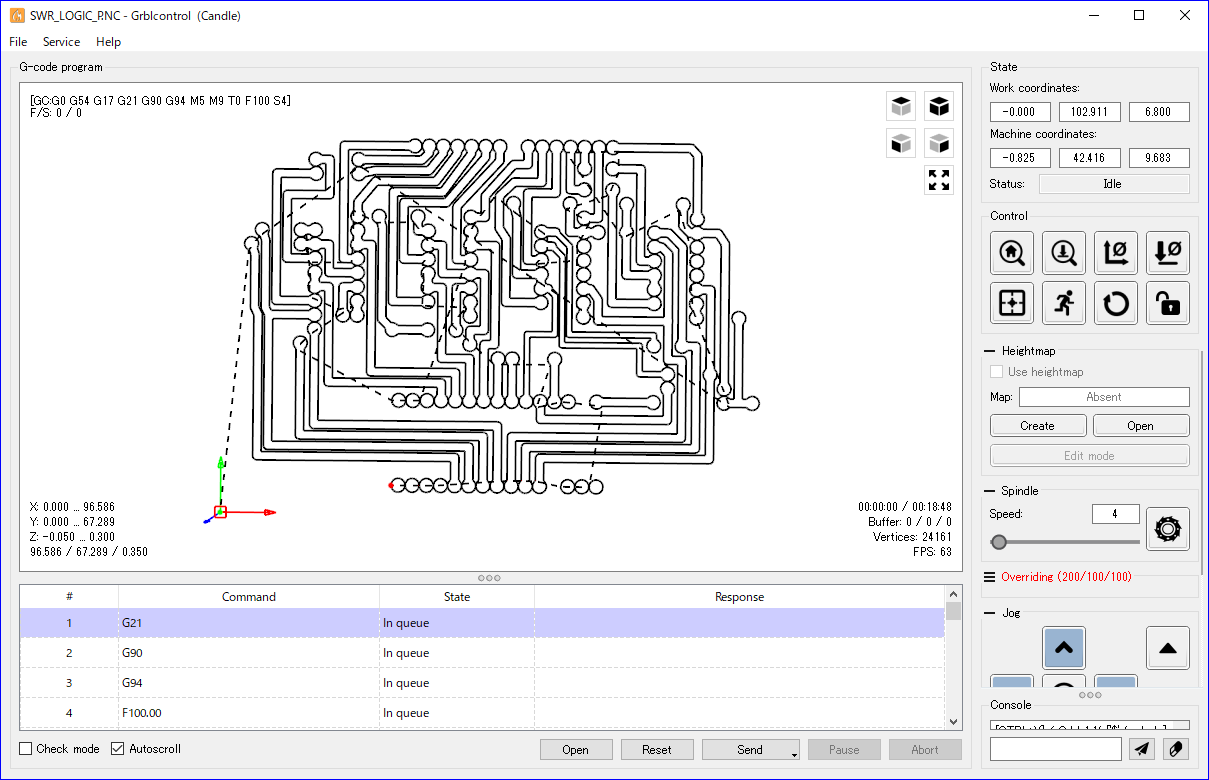
画面右側のメニューから Heightmap を選択して Create を実施。
画面下のBoederからAutoを選択すると基板の有効範囲が測定範囲となる。
切削データの原点に位置合わせをしてから、プローブを基板に付ける。
プローブについては別記済み。
Probe gridでX方向、Y方向の測定ポイント数を指定する。
測定ポイントが増えれば精度は向上するが測定時間が長くなる。
Ztは移動時のプローブ高さ、Zbは最大移動距離(但し基板に接触すれば止まる)
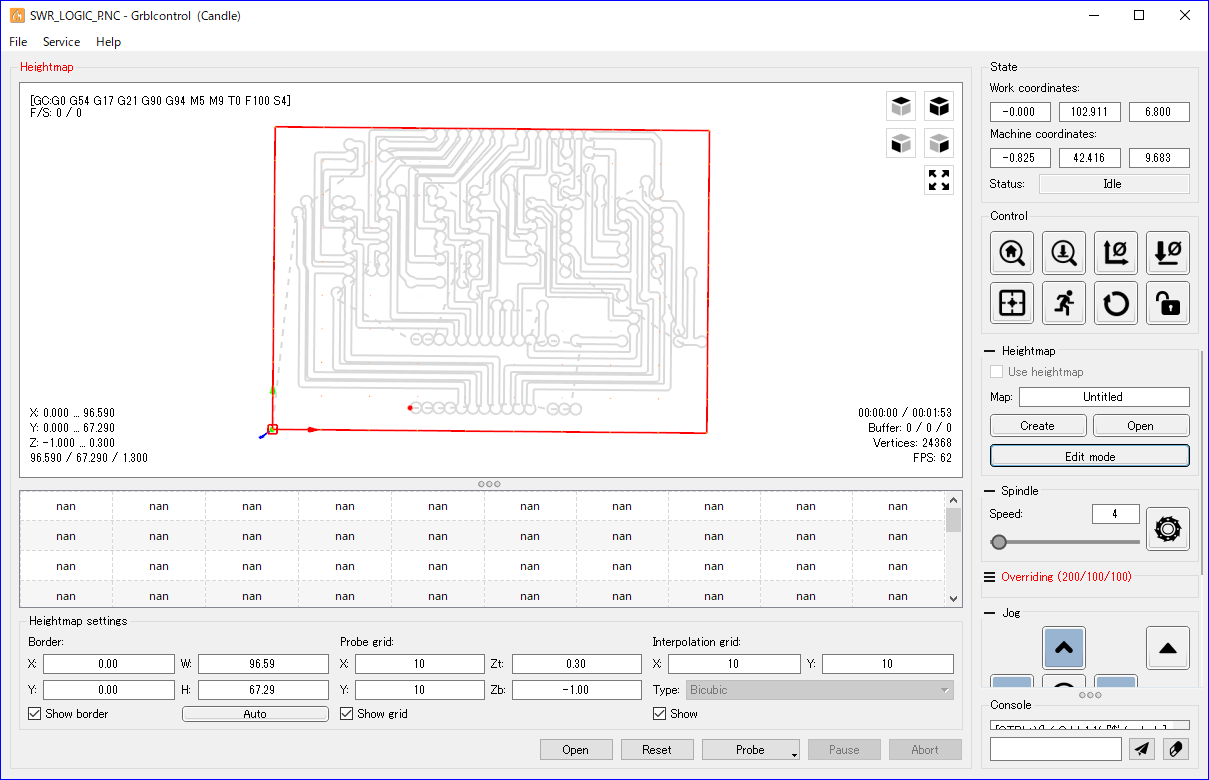
設定が完了したら Probe を押すと測定を開始する。
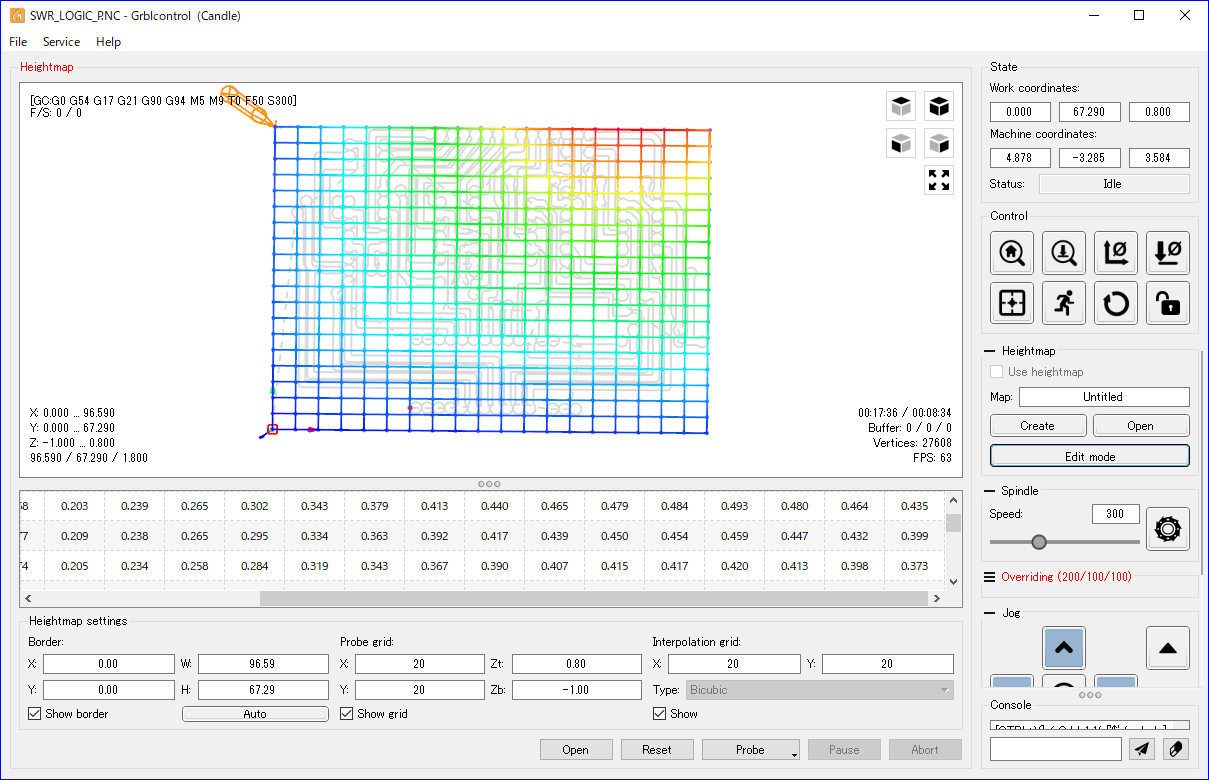
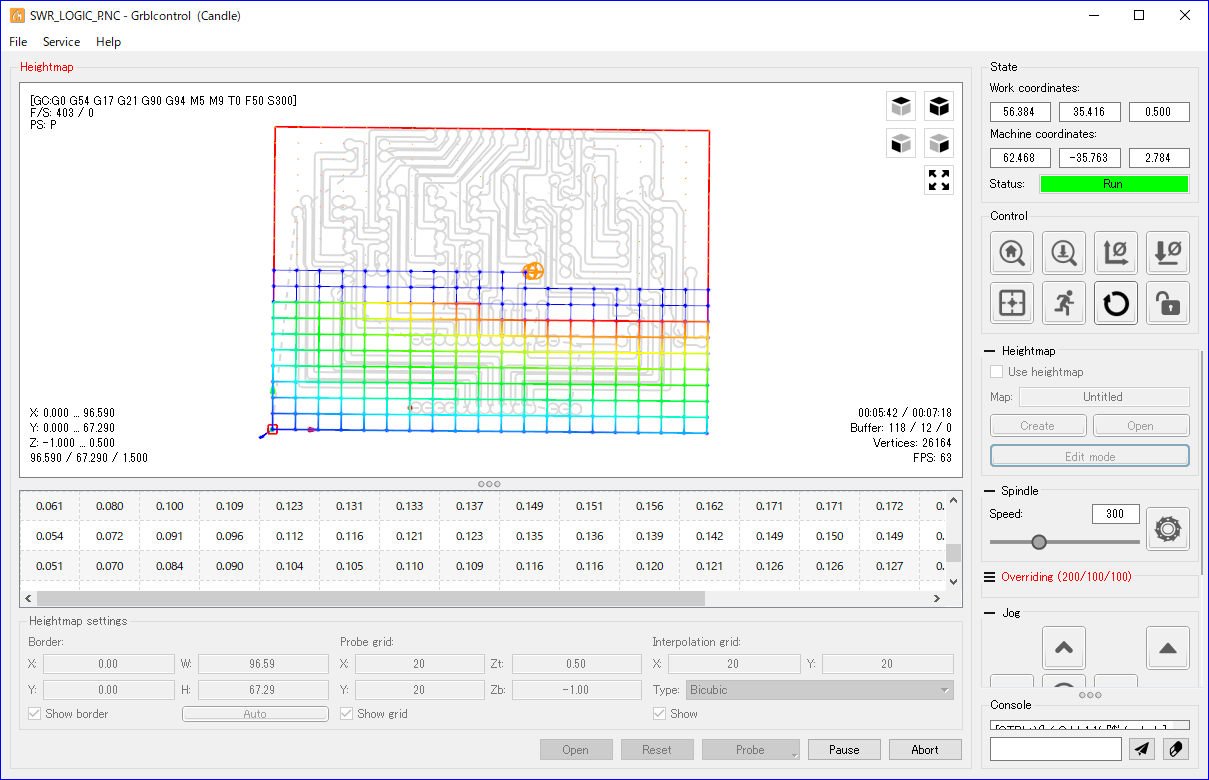
測定結果は画面下にそれぞれの測定ポイントの結果が表示され基板上では色で変化を見ることができる。
今回の測定では基板の反りは0.5mmほどあり、通常の切削では問題ありのレベル。
これを防ぐために今まではテーブルの平面度調整や基板反りの抑止に苦労していたが、それらを解決できた。
実際の切削ではツールの移動位置の深さを heightmapと照合して自動で深さを調整してくれる。
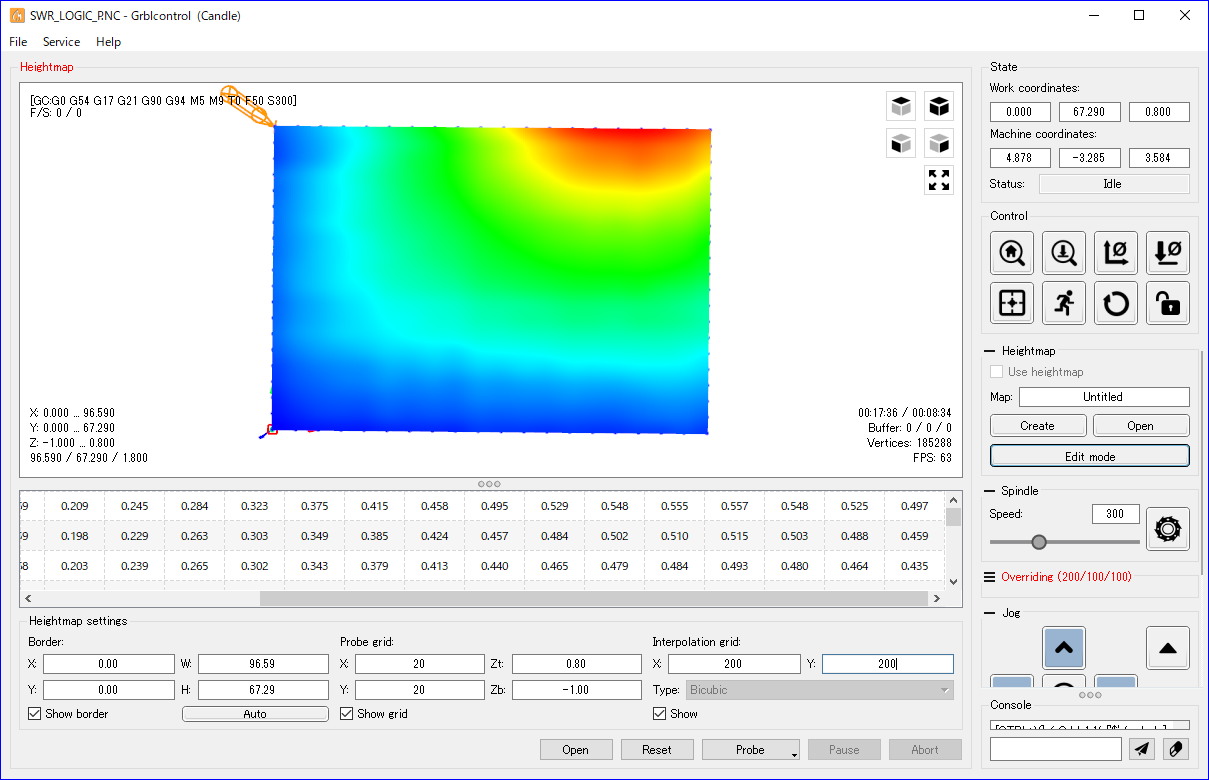
また測定が終わってからでもInterpolation gridの数値を変えると変化を詳細に見ることができる。
当然ながら測定ポイントの間は計算値による。
HeightmapのCreateを押すと測定データを保存するダイアログが表示されるのでファイル名を付けて保存してからOpenでファイルを読み込む。
HeightmapのEdit modeを押すと測定から抜け出して通常の切削画面になる。
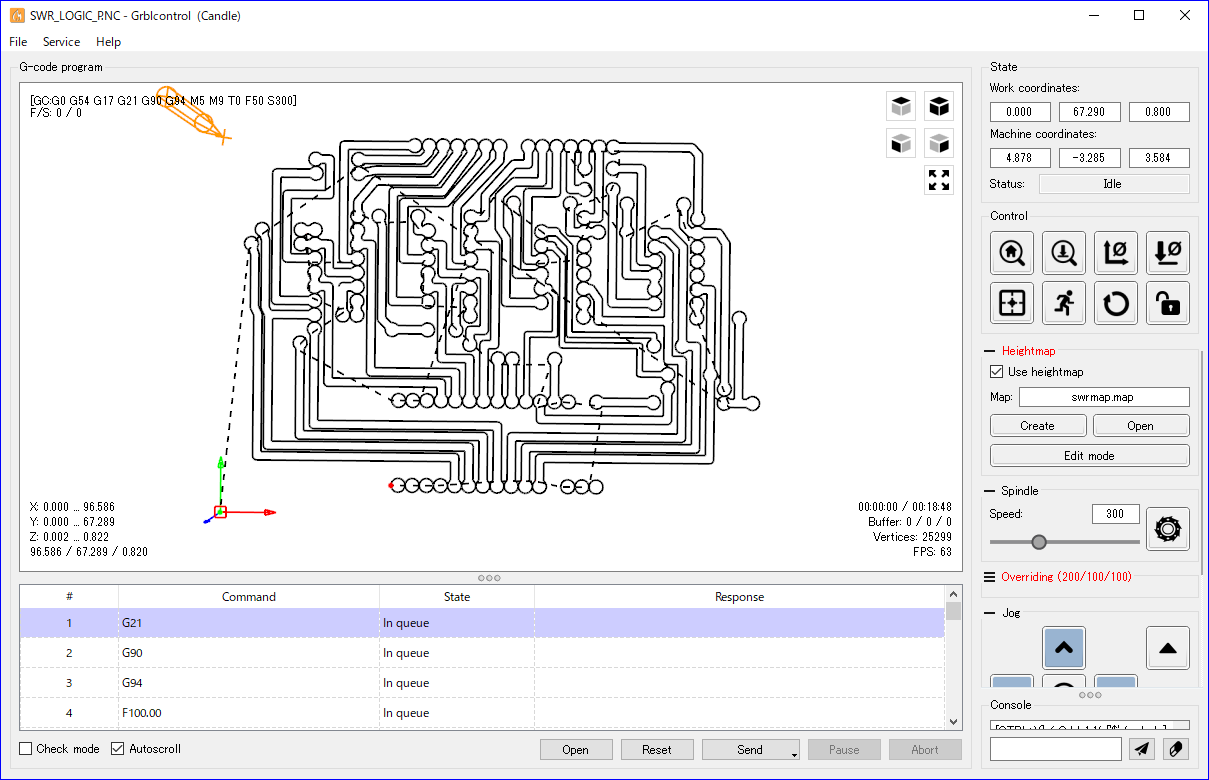
Mapにmapファイルがあることを確認してからHeightmapのUse heightmapにチェックを入れることで測定データを有効にできる。
mapファイル未設定のままチェックを入れても反映されない。
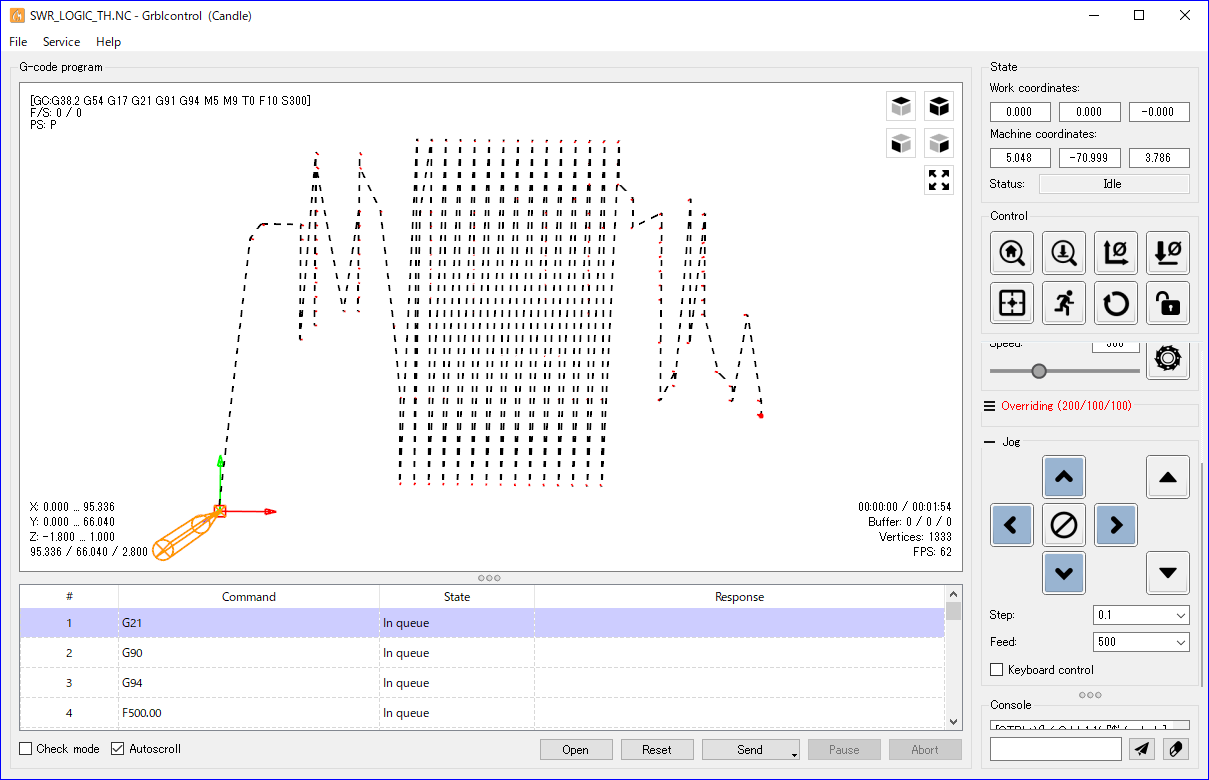
パターンの切削
原点に移動させたらX,Y,Zを0に設定してSendを押すと切削が開始される。
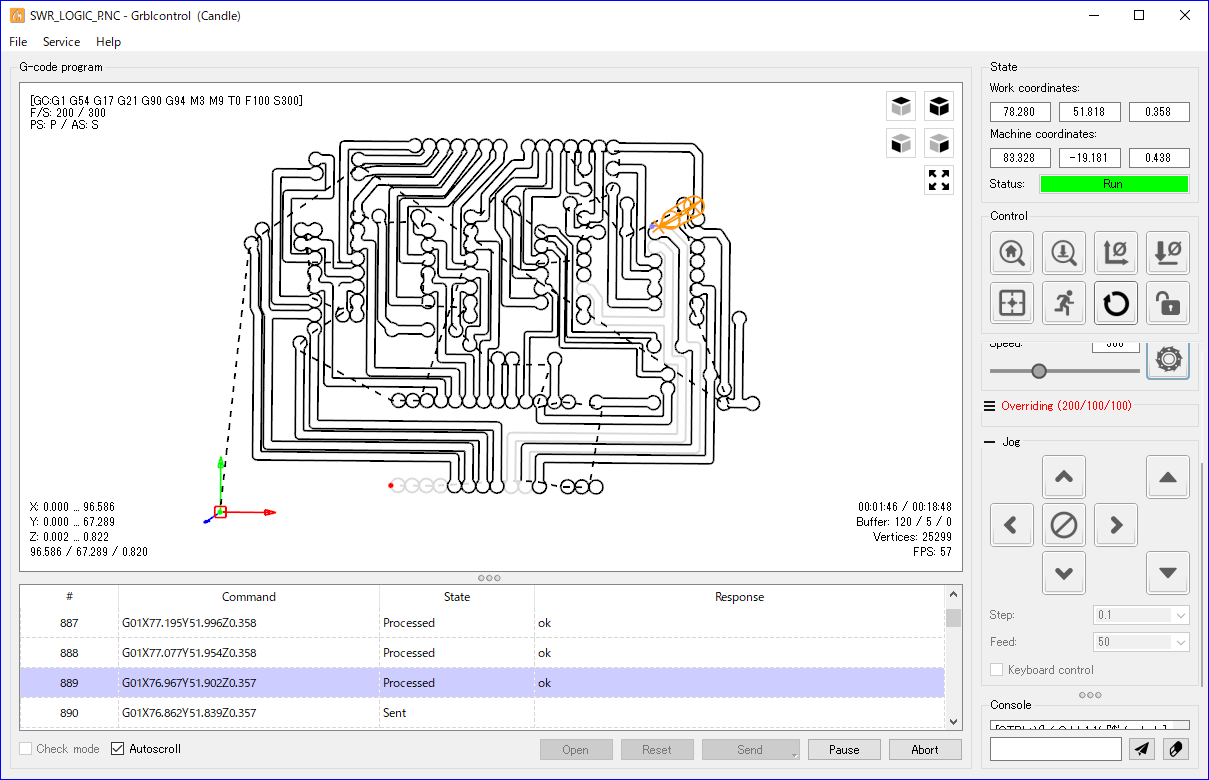
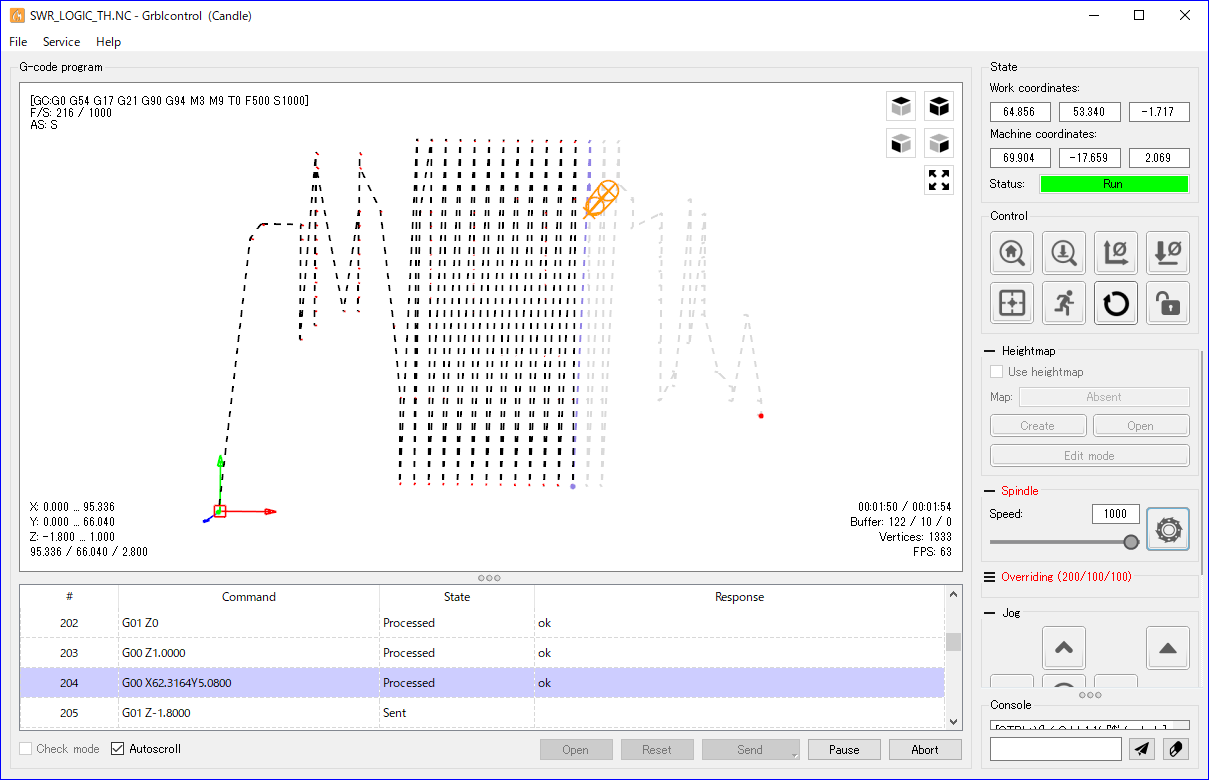
パターン切削を開始すると移動場所によってZ軸の数値が+方向に移動している。
本来は-0.05mmに設定してあるが基板が上方に0.30mm浮いていると判断してZは0.25となる。
画面では0.358となっている。
これがheightmapの効果で基板の反りに合わせて同じ深さで切削してくれる。
ドリル孔の加工
ドリルデータを読み込む。
ツールを変更される場合はパターン切削が完了して原点に戻ったらZ軸を上昇させてツールを取り換える。
パターン切削が終わってから原点の変更を手動でしていない限りドリル開始時の位置はどこでも構わないが心配な場合はパターン切削と同じ原点に移動して原点設定をする。
この時、原点がどこなのかパターン切削前に基板に印を付けておくといい。
準備ができたらSendを押してドリル作業を開始する。
ドリルでの加工にはHeightmapは反映されない。
基板の反りも含めて基板の厚さよりも深く移動するようにFlatCAMでデータを作成するときに盛り込む。
基板外形の切断
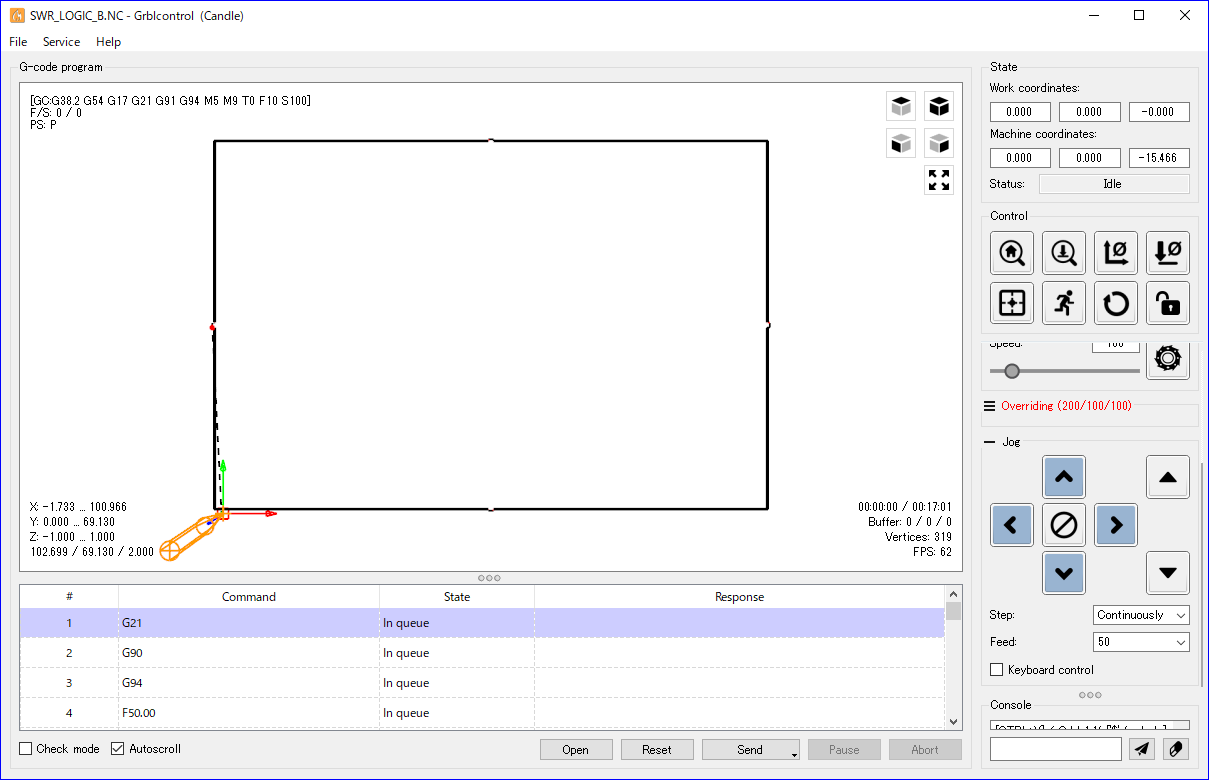
外形データを読み込む。
ツールを変更される場合はドリル加工が完了して原点に戻ったらZ軸を上昇させてツールを取り換える。
基板切断にはFlatCAMでMulti-Depthを指定している場合は同じ個所を複数回に分けて切削して基板を切断する。
準備ができたらSendを押して基板切断作業を開始する。
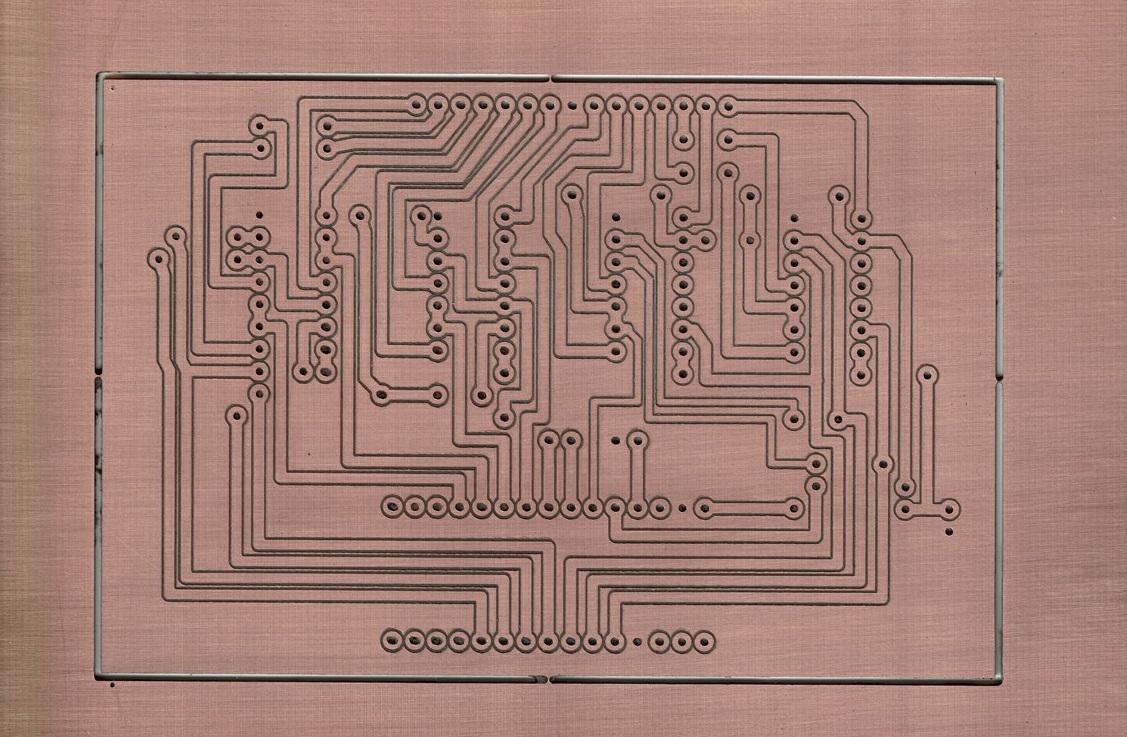
完成品
参考