

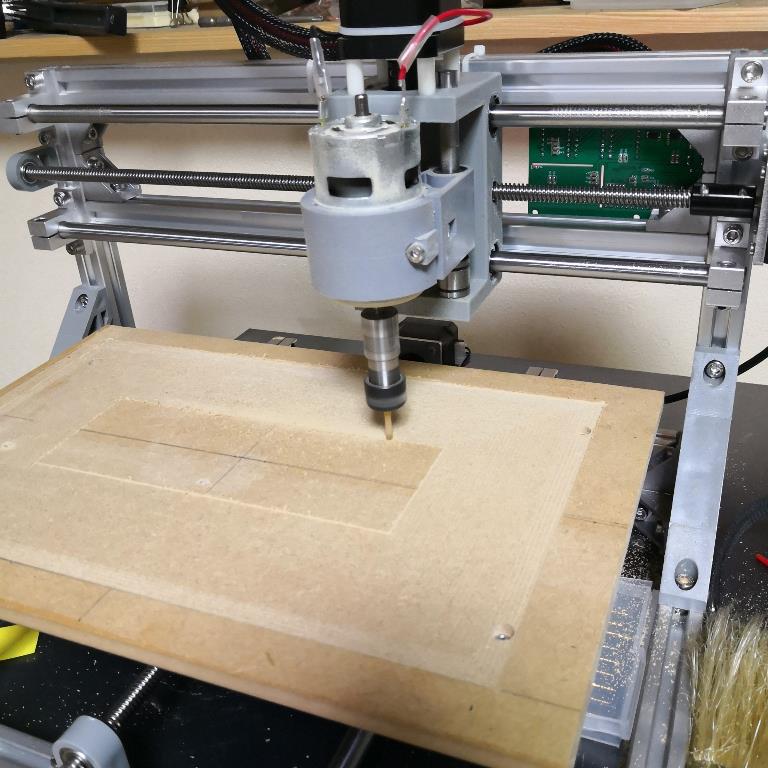
CNCのアルミテーブルに直接基板を置いて加工すると穴開けのドリルや基板切断の際にテーブルまで削ることになるので木製の板を固定して使用することにした。
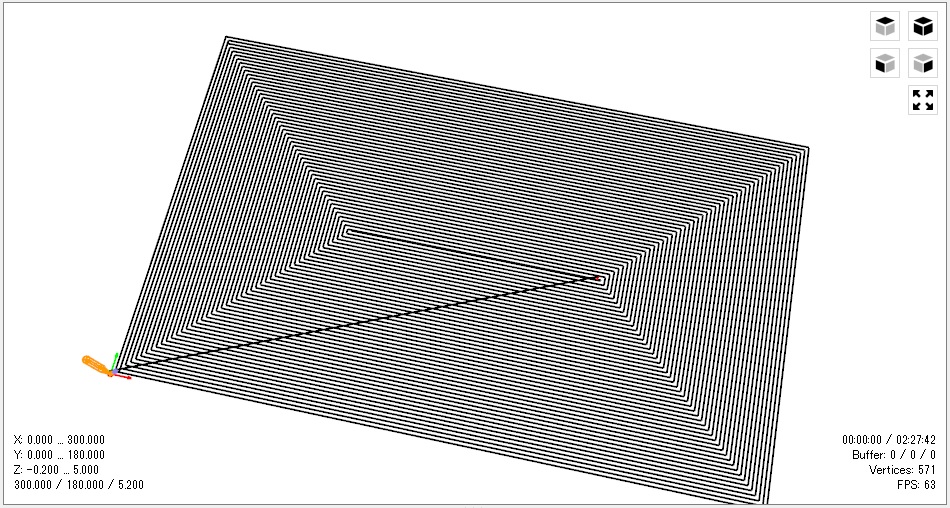
この板の平面を出すためにドリルの可動範囲をエンドミルで削り出しを実施。

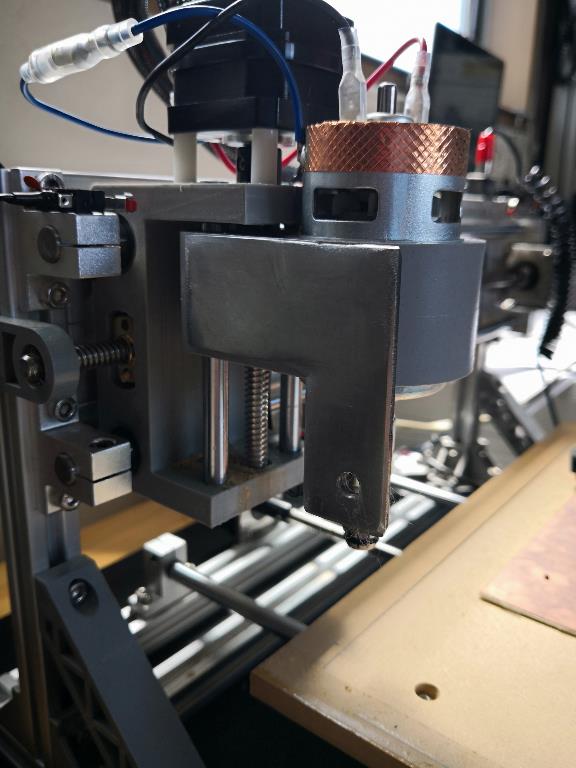
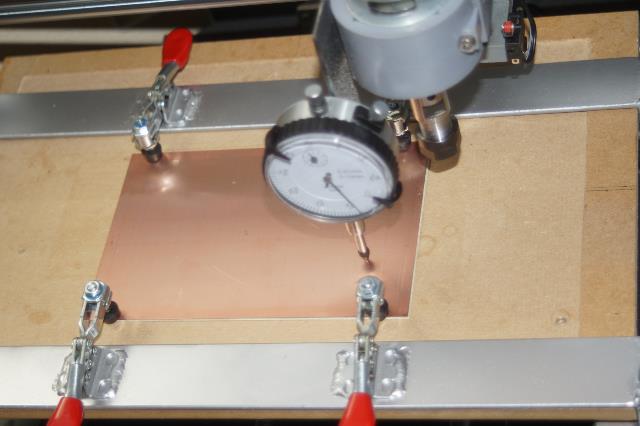
仕上がった平面度の確認をどうやって確認するのかを考え、モーターヘッド部にダイヤルゲージを取り付けて、満遍なく移動して確認することにした。
まずはダイヤルゲージを固定する金具を作成する必要がある。
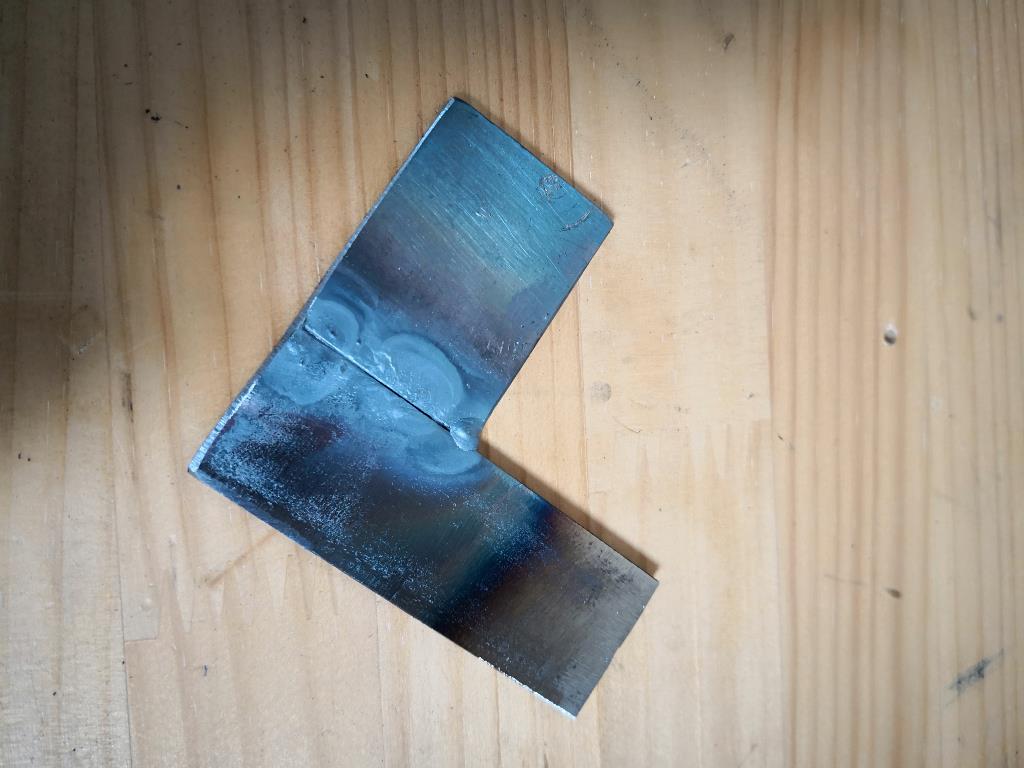
片面のTIG溶接が終わって裏側もこれから実施。片面だけで強度は十分だが見た目重視で。

表面を磨いてダイヤルゲージ取り付け穴をあける。

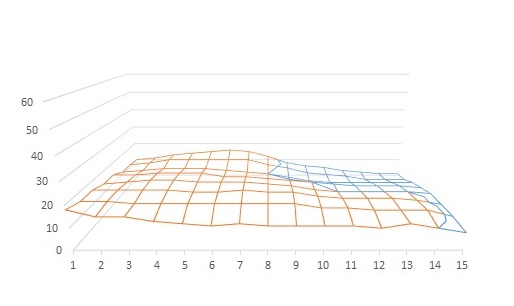
測定してみると、あまり好ましくない。
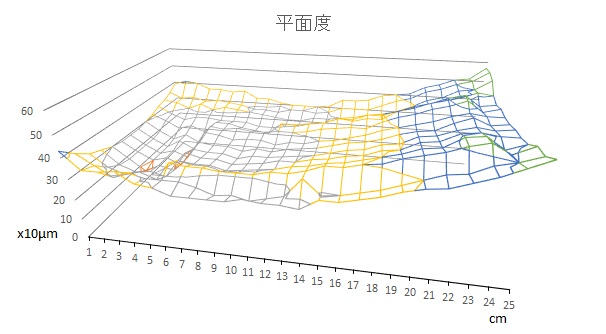
平坦部で0.1mm、両端最大で0.3mmの反りが確認された。
既に2回の面出しを行ったが木材ではこれが限界か….
ドリルを貫通させることを考えると金属板は使えない。
アクリル板を検討しようかな。
とりあえず、35μmの銅箔を削り出すには左側の平坦部を使用するか…
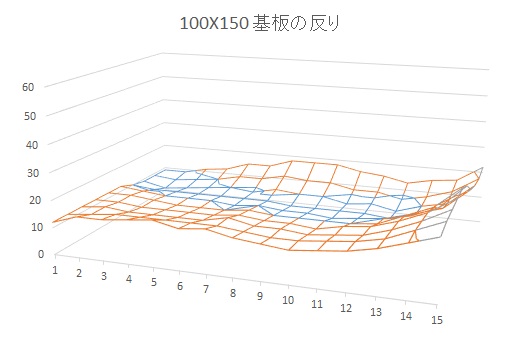
もう一度、削り出しをしたあとに生基板を板に固定して基板の銅箔面を移動して測定。
プリント基板での平面度測定
今まで高価なガラスエポキシ(FR4)は使わずに、ガラスコンポジット(CEM3)か、紙フェノールだったので平面の台に置くと基板の反りがある。
今回は反りの少ない基板を両面テープで固定して測定する。
測定中に気がついた。
ピッタリ固定するために両面テープで基板を固定していたが基板の反りが影響している。
基板を固定する治具を作る。


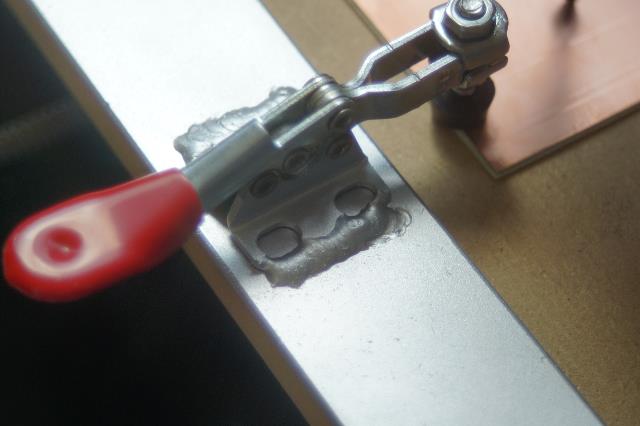
トグルクランプをアングルに溶接。
0.1mmの反りがあると、深さ0.1mmでは削れない….
低いところを基準にすると、基板の高いところでは0.2mm削れることになる。
基板の銅箔厚さを0.035mmと考えている。
試行錯誤で両面テープと作成した治具で押さえつけると、まあまあいい感じになった。